
IRHD-Mikrointender über einem O-Ring: Der Eindringkörper bei der IRHD-Mikroprüfung ist eine Kugel mit 0,4 mm Durchmesser (Bild: O-Ring Prüflabor Richter GmbH)
18.03.2019 Waren richtig prüfen
Hinweise zur Qualitätssicherung zugekaufter Elastomerdichtungen – Teil 2: Benötigte Geräte, Beziehungen
Wenn Dichtungen versagen, ist der Ärger vorprogrammiert. Gründe dafür gibt es viele. Da sie aber meist zugekauft werden, kann man sich mit der richtigen Eingangskontrolle viel Ärger sparen.
Notwendige Prüfgerätschaften für eine effektive Wareneingangskontrolle
Alle Prüfgerätschaften müssen die Anforderungen der jeweiligen Normen erfüllen, müssen kalibrierbar sein und die Anforderung der ISO 9001, Kap.7.1.5 erfüllen. Die Prüfgeräte sollten in einem klimatisierten Raum aufgestellt sein, der keine großen Erschütterungen durch die Produktion erfährt. Steht eine Klimatisierung nicht zur Verfügung, ist wenigstens auf eine konstante Raumtemperatur zu achten, welche dokumentiert werden sollte. Prüfgeräte sollten soweit wie möglich digitale Anzeigen haben, mit Schnittstellen für das QS-System. Ebenso empfiehlt sich ein Servicevertrag mit regelmäßiger Kalibrierung. Außerdem sollten die Geräte nicht direkter Sonneneinstrahlung und Zugluft ausgesetzt sein. Eine Nivelliereinrichtung an den Geräten stellt sicher, dass sie „im Wasser“ stehen.
Dichtemessung
Die Analysewaage (Bild 1) sollte Dichtemessungen nach den in Teil 1 (DICHT! 4.2018) beschriebenen Normen durchführen können, die Waage selbst sollte die DIN EN 45501 erfüllen und eine Genauigkeit von 0,1 mg haben. Waagen mit Software zur automatischen Berechnung der Dichte sind inzwischen Stand der Technik. Eine Schnittstelle zum Übertragen der Daten auf den PC ist sehr vorteilhaft. Um äußere Einflüsse zu minimieren, sollte die Waage auf einem erschütterungsfreien Tisch (z.B. Granitplatte) platziert werden, in einem Raum mit konstanter Labortemperatur (23 °C) stehen und eine Einhausung als Schutz gegen Zugluft besitzen.
Härtemessung
Digitale Handprüfgeräte (ShA) sollten nur in Ausnahmefällen verwendet werden, in welchen die genaueren Tischgeräte nicht einsetzbar sind. Von analogen Handprüfgeräten ist in der Qualitätssicherung gänzlich abzuraten, da sie zu viele mögliche, bedienerabhängige Fehlerquellen aufweisen. Ideal sind Geräte (Bild 2, 3), die nach den oben genannten Normen sowohl IRHD-Mikro- und ShA-Messungen durchführen können. In der Praxis gibt es hierfür wechselbare Messköpfe, sodass ein Messtisch für beide Prüfmethoden genügt. Moderne Härtemessgeräte tasten die Position der Probekörper auf dem Messtisch mittels Laserstahl ab und können so Härteprüfungen auch mit mehreren Probekörpern automatisch durchführen, je nach Hersteller und Prüfgerät bis zu ca. 50 Einzelproben.
Maßkontrolle
Häufig werden in der QS-Prüfung noch klassische Messtaster zur Höhenmessung von Dichtungen eingesetzt. Bessere Genauigkeiten lassen sich jedoch bei der Prüfung dieses elastischen Materials durch Laser-Scan-Mikrometer (Bild 4) erzielen. Bei O-Ringen können mit ihnen axiale und radiale Schnurstärken ermittelt werden.
Bei der Ermittlung des O-Ring-Durchmessers mit einem Prüfdorn ist ein großer Bedienereinfluss im Spiel, sowohl beim Aufziehen auf den Dorn als auch beim Ablesen. Abhilfe schaffen hier optische 2D-Messmaschinen (Bild 5), welche im Durchlicht Außen- und Innendurchmesser, Wandstärken und radiale Durchmesser ermitteln können. Selbstverständlich können auch vorhandene 3D-Messmaschinen zum Einsatz kommen, was aber in den wenigsten Fällen notwendig ist.
Bei übergroßen O-Ringen gibt es Sondermesssysteme, die z.B. den O-Ring greifen und abrollen, da er nicht auf eine klassische Glasplatte eines 2D-Messtisches passen würde. In der Regel kann man hier aber mit Umfangsbändern eine befriedigende Genauigkeit erreichen.
Druckverformungsrestprüfung (DVR)
Selbstverständlich können Prüfplatten mit Distanzringen verwendet werden, wie sie in der Norm ISO 815 beschrieben werden. Die Wahl der verschiedenen Distanzringe ist jedoch eine mögliche Fehlerquelle. In der Laborpraxis haben sich Prüfwerkzeuge mit eingeschliffenen Platten bewährt (Bild 6). Besonders bei Dichtungen mit häufig vorkommenden Abmessungen ist dies eine sichere und zeitsparende Methode. Zur Einlagerung der DVR-Form bei erhöhten Temperaturen wird ein Laborofen benötigt. Für die meisten Fälle genügt ein Ofen, welcher die Anforderungen der ISO 188, Method B, Type 1 (zwangsläufige Durchlüftung mit laminarer Strömung) erfüllt.
Sichtkontrolle
Für die Wareneingangsprüfungen genügen gute Leuchtlupen mit zwei- bis vierfacher Vergrößerung (Bild 7). Eine höhere Vergrößerung kostet mehr Zeit für die Prüfung, auch werden damit gefundene Abweichungen von Lieferanten nicht akzeptiert. Die gefundenen Abweichungen werden in einer deutlich höheren Vergrößerung fotografiert und möglichst vermessen, um das Fehlerbild zu dokumentieren. Hierzu eignen sich Digitalmikroskope am besten.
Sonstige Laborgrundausstattung
Natürlich sollte eine allgemeine Laborgrundausstattung nicht fehlen, wie z.B. ein schwingungsstabiler Messtisch, Werkbank mit Schraubstock (für die DVR-Formen), hitzebeständige Handschuhe (zur Entnahme der DVR-Formen) und eine Pinzette.
Für Einlagerungsprüfungen werden hitzebeständige Laborgläser benötigt. Einlagerungen in brennbaren Flüssigkeiten sollten bei Raumtemperatur in einem Abzug und bei erhöhten Temperaturen in einem Autoklav erfolgen.
Mitarbeiterqualifizierung, Kunden- Lieferanten-Beziehung
Gummi reagiert anders als erwartet. Diese Erfahrung müssen Dichtungsanwender immer wieder mit kleineren und größeren Folgen machen. Zum einen, weil schon konstruktiv manche Eigenheiten dieses Materials nicht berücksichtigt wurden, zum anderen weil aus Unwissenheit über die spezielle Mischungs- und Gummiartikelfertigung in der Wareneingangsprüfung bestimmte Fehler übersehen wurden.
Am besten lässt sich diesem Umstand durch eine effektive Mitarbeiterqualifizierung vorbeugen. Fachfremde Quereinsteiger in der QS (z.B. aus dem Metallbereich) sollten durch Einsteigerseminare mit der Materie vertraut gemacht werden. Außerdem ist das Nachschlagen von Normen und in weiterführender praktischer Literatur sehr hilfreich.
Ein kompetenter Mitarbeiter ist viel besser in der Lage, Fehler zu verstehen (z.B. aufgrund der Herstellungsart) und Reklamationen gegenüber dem Lieferanten fachlich zu vertreten und durchzusetzen. Leider passiert es allzu oft in der Praxis, dass man sich an manchen kleineren Abweichungen (z.B. Härte) „festbeißt“ und dabei z.B. den schlechten Vernetzungsgrad einer Dichtung übersieht, weil der Druckverformungsrest überhaupt nicht geprüft wurde.
Trotz aller Normen und Kontrollen darf eine lebendige Kunden-Lieferanten-Beziehung nicht aus den Augen verloren werden. Da Dichtungen oft Cent-Artikel sind, deren Ausfall aber große Folgen haben kann, ist ein offener und ehrlicher Austausch mit dem Lieferanten unerlässlich. Ob dieser offene Austausch auch über zehntausende Kilometer und bei unterschiedlichen Geschäftskulturen möglich ist, bleibt dahingestellt. Schnell ist eine kleine Einsparung durch einen erhöhten Prüfaufwand dahingeschmolzen.
Viele Anwender beziehen ihre Dichtungen von technischen Händlern, da die Dichtungshersteller i.d.R. nur Großkunden direkt beliefern. Gerade deswegen ist es in besonderem Maße erforderlich, mit dem Lieferanten Maßnahmen abzustimmen, wie er eine konstante Qualität seitens seiner Dichtungshersteller absichert.
Auslagerung der Wareneingangsprüfung
Eine Verlagerung der Prüfaufgaben zum Lieferanten sollte zu Beginn rechtlich geprüft werden. Wenn es sich um Inlandsgeschäfte handelt, kommt hier u.a. der §377 des Handelsgesetzbuches (HGB) zum Einsatz:
„(1) Ist der Kauf für beide Teile ein Handelsgeschäft, so hat der Käufer die Ware unverzüglich nach der Ablieferung durch den Verkäufer, soweit dies nach ordnungsmäßigem Geschäftsgange tunlich ist, zu untersuchen und, wenn sich ein Mangel zeigt, dem Verkäufer unverzüglich Anzeige zu machen. (2) Unterläßt der Käufer die Anzeige, so gilt die Ware als genehmigt, es sei denn, dass es sich um einen Mangel handelt, der bei der Untersuchung nicht erkennbar war. (3) Zeigt sich später ein solcher Mangel, so muss die Anzeige unverzüglich nach der Entdeckung gemacht werden; anderenfalls gilt die Ware auch in Ansehung dieses Mangels als genehmigt. (4) Zur Erhaltung der Rechte des Käufers genügt die rechtzeitige Absendung der Anzeige. (5) Hat der Verkäufer den Mangel arglistig verschwiegen, so kann er sich auf diese Vorschriften nicht berufen.“ [9]
Wichtiger sind jedoch die konkreten Vereinbarungen in der Qualitätssicherungsvereinbarung (QSV) zwischen Lieferant und Kunde. Eine Verlagerung von Prüfaufgaben zum Lieferanten sollte an folgende Bedingungen geknüpft sein:
Der Lieferant sollte seit langem bekannt sein und über ein zertifiziertes QS-System verfügen, für die betroffenen Bauteile gab es bisher keine bzw. seit langem keine Reklamationen oder Feldausfälle, die Laborausstattung des Lieferanten ist so umfangreich, dass er mindestens Dichte, Härte, DVR, Maße und Oberflächenabweichungen überprüfen kann. In regelmäßigen Abständen sollte ein Abgleich der Messmethoden und -werte zwischen Lieferant und Kunde stattfinden. Vor der Verlagerung der Prüfaufgaben sollte das Labor des Lieferanten auditiert werden. Nach der Verlagerung sollte der Kunde jederzeit die Prüfergebnisse beim Lieferanten einsehen können. Zu beachten ist allerdings, dass der Anwender seine Sorgfaltspflicht verletzt, wenn er sich ausschließlich auf Lieferantenergebnisse verlässt und nicht selber, mindestens stichprobenartig, dessen Ergebnisse überprüft. Alternativ kann der Anwender diese Verpflichtung auf akkreditierte Labore auslagern. Dies hat den Vorteil, dass man sowohl eine kompetente Beratung über den sinnvollen Prüfumfang und die Prüfhäufigkeit bekommt, als auch, dass die Prüfergebnisse in möglichen Streitfällen vor Gericht herangezogen werden können. Durch Rahmenverträge können die Prüfungen zu vorab klar definierten Kosten innerhalb weniger Tage durchgeführt werden, sodass es zu keinen Produktionsverzögerungen kommt.
Weiterführende Literatur [9] https://www.gesetze-im-internet.de/hgb/__377. html
Fakten für Konstrukteure
• Elastomere verhalten sich anders als Metalle und können – je nach Beschaffungsquelle – variieren. Dies sollte berücksichtigt werden
Fakten für Einkäufer
• Wareneingangsprüfungen von Dichtungen sind aufwändig. Ob sich ein häufiger Lieferantenwechsel lohnt, nur um ein paar Cent zu sparen, sollte sorgfältig geprüft werden
• Die Wareneingangskontrolle kann auch nach außen verlagert werden. Von vielen Pflichten entbindet das nicht
Fakten für Qualitätsmanager
• Qualifizierte Mitarbeiter, die etwas von Dichtungen verstehen, sind eine zentrale Säule für gute Produktqualität
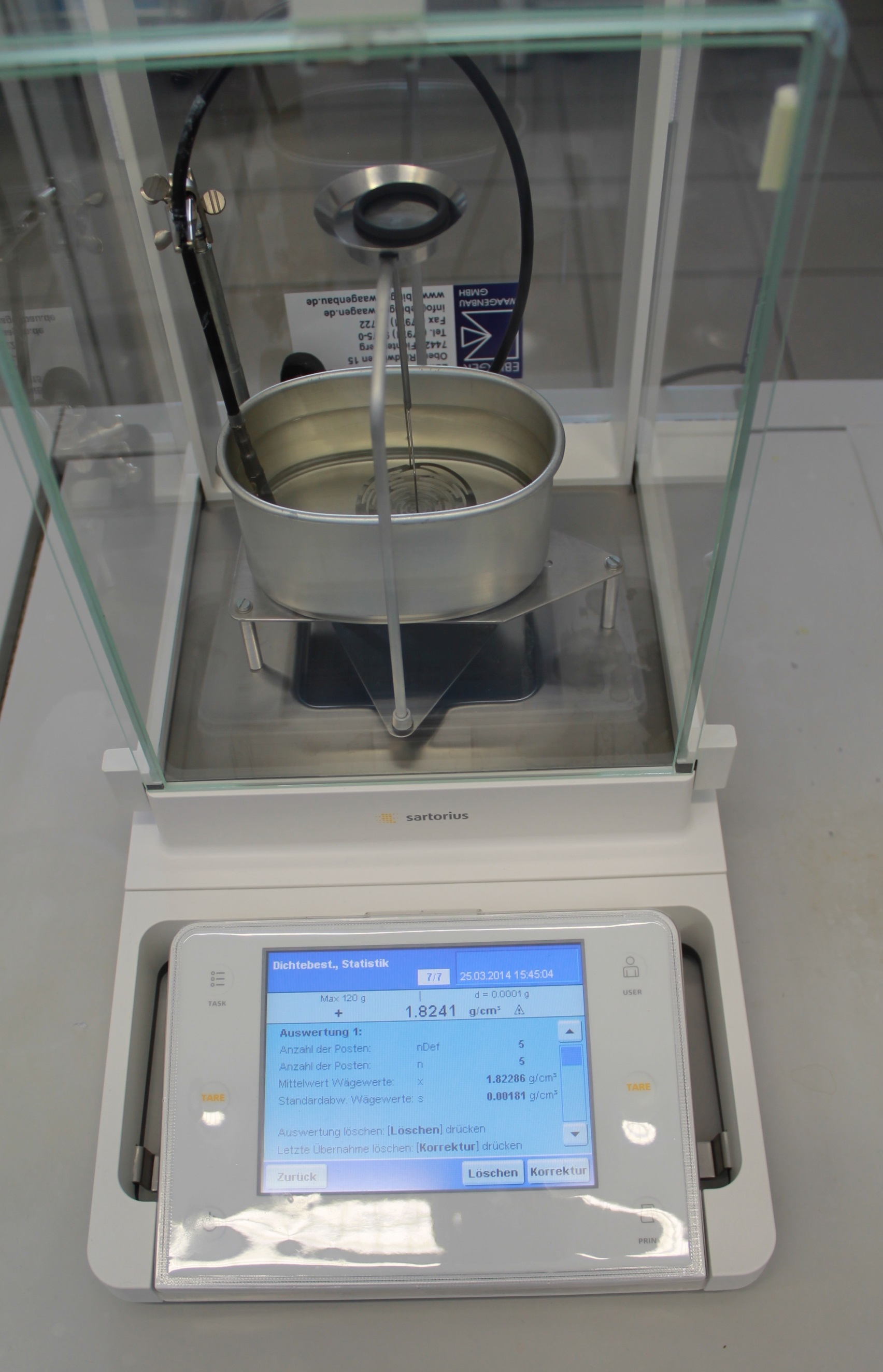
Bild1 : Analysewaage zur Dichtebestimmung: Zuerst wird die Dichtung in Luft (im Bild: schwarzer O-Ring auf Edelstahlteller) und dann in Alkohol oder Wasser gewogen; mithilfe des Auftriebs lässt sich die Dichte berechnen (Bild: O-Ring Prüflabor Richter GmbH)
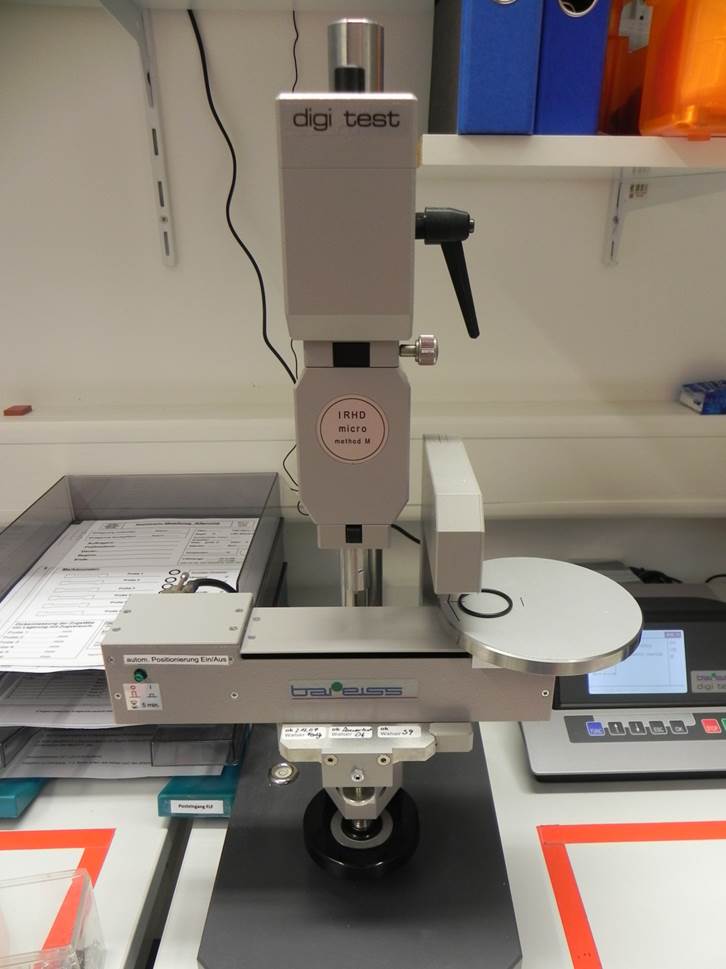
Bild 2: Stationäres IRHD-Mikro-Prüfgerät mit einem lasergeführten Tisch zur exakten Härtemessung von O-Ringen
(Bild: O-Ring Prüflabor Richter GmbH)
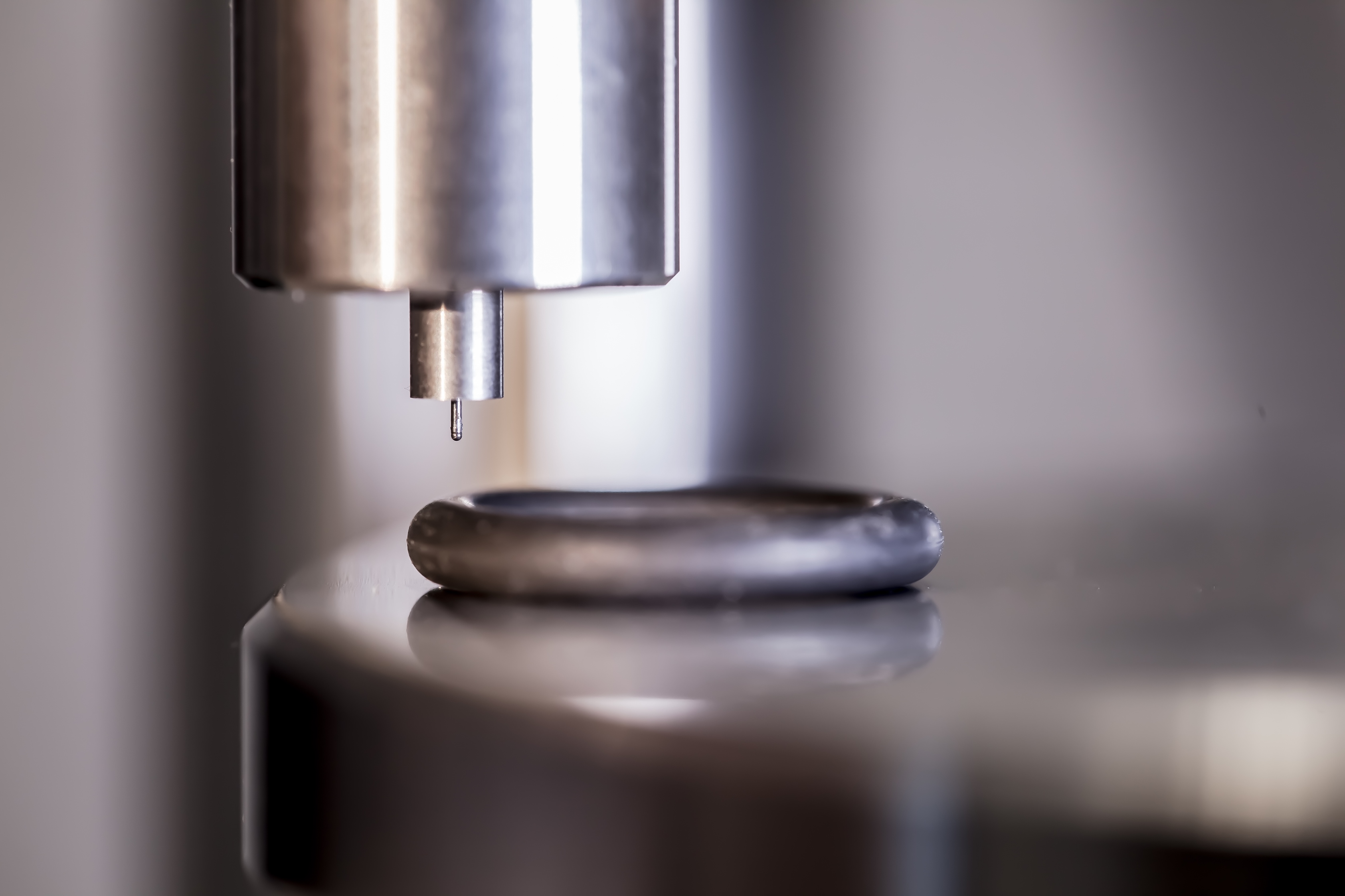
Bild 3: IRHD-Mikroindentor über einem O-Ring: Der Eindringkörper bei der IRHD-Mikroprüfung ist eine Kugel mit 0,4mm Durchmesser
(Bild: O-Ring Prüflabor Richter GmbH)

Bild 4: Mittels Pinzette wird ein O-Ring-Abschnitt zur Höhenbestimmung auf ein Laser-Scan-Mikrometer aufgelegt (Bild: O-Ring Prüflabor Richter GmbH)
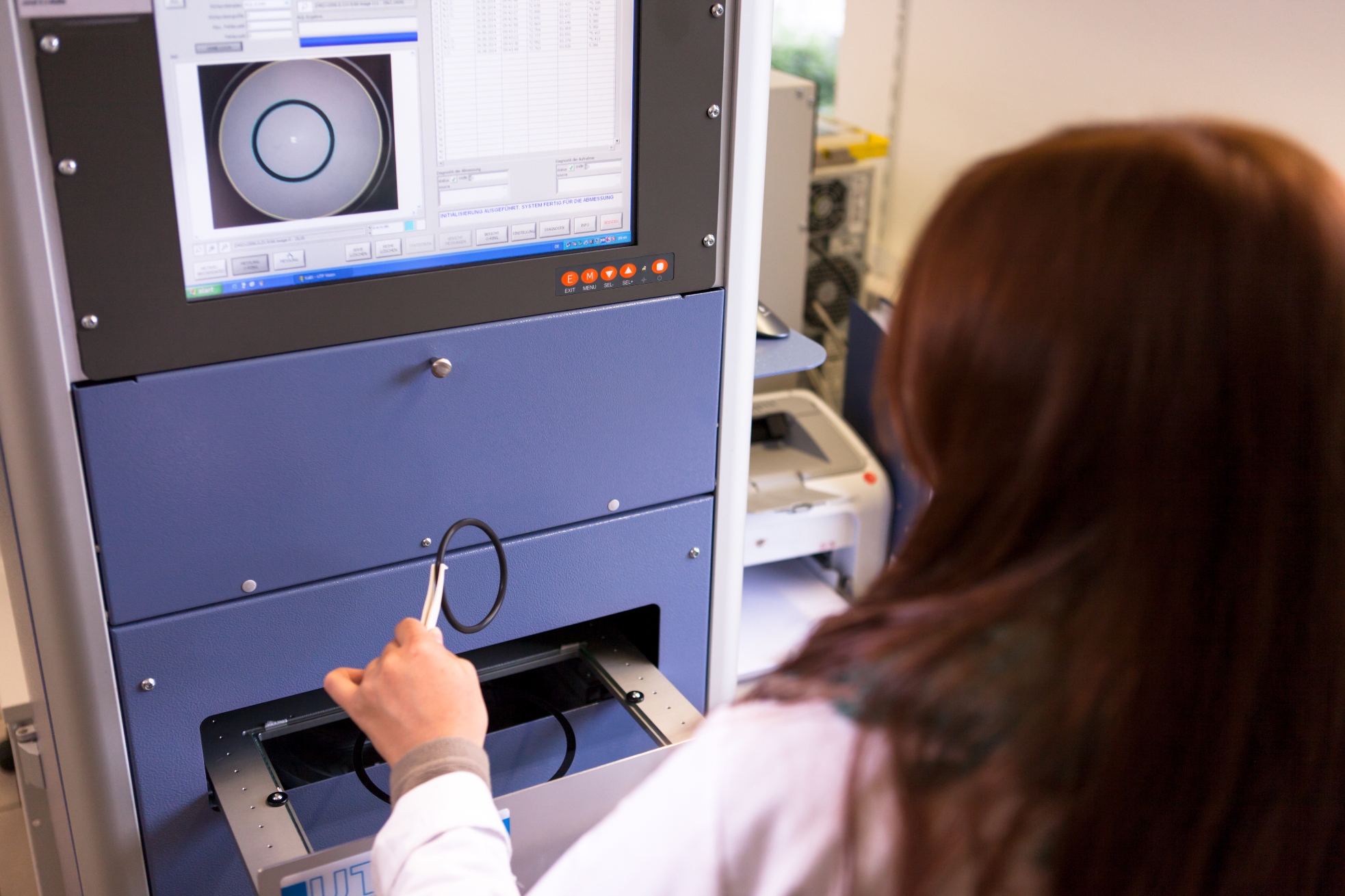
Bild 5: Einlegen eines O-Ringes in eine optische 2D-Messmaschine: Die O-Ringe werden auf einer Glasplatte abgelegt, die wie eine Schublade in das Gerät hineingeschoben wird (Bild: O-Ring Prüflabor Richter GmbH)

Bild 6: DVR-Prüfwerkzeuge mit unterschiedlich tief eingeschliffener Grundplatte (siehe untere Platte), so entfällt der Einsatz von Abstandshaltern (Bild: O-Ring Prüflabor Richter GmbH)

Bild 7: Laborarbeitsplatz mit einer professionellen Leuchtlupe zur Oberflächenkontrolle (Bild: O-Ring Prüflabor Richter GmbH)
