15.06.2020 Richtig kleben will gelernt sein – Teil 6
Oberflächenbehandlung
Kleben funktioniert, wenn man es richtig macht. Und „richtig machen“ bedeutet, alle relevanten Aspekte ganzheitlich zu berücksichtigen. Der Gliederung des Leitfadens „Kleben – aber richtig“ des IVK e.V. folgend, wird jeweils ein Aspekt der Klebtechnik (Bild 1) in den Mittelpunkt gestellt und unter drei Schwerpunkten beleuchtet – diesmal die „Oberflächenbehandlung“.
Die klebgerechte Gestaltung und Behandlung der jeweiligen Fügeteiloberfläche ist von essenzieller Bedeutung für die Qualität der Adhäsion und damit für die Langzeitbeständigkeit einer Klebung.
Welche Probleme entstehen in der Praxis, wenn die Oberflächenbehandlung nicht fachgerecht erfolgt?
Die Basis allen Tuns in der Klebtechnik ist die Adhäsion – die Haftung des Klebstoffs auf der jeweiligen Fügeteiloberfläche. Geht sie verloren, ist alles verloren. Wird eine Oberflächenbehandlung nicht fachgerecht durchgeführt, kommt es früher oder später zu Problemen mit der Klebung – bis hin zum Versagen. Das wäre z.B. vergleichbar mit einer Schraubverbindung, die nicht richtig festgezogen ist, mit einer Nietreihe, die falsch gesetzt wird oder mit einer Schweißverbindung, bei der der Schweißverzug nicht berücksichtigt wird. Die Ziele der fachgerechten Oberflächenbehandlung sind daher gleich mehrere: Zunächst einmal geht es um eine Verbesserung der Benetzung des Klebstoffs auf der jeweiligen Fügeteiloberfläche. Eine gute Benetzung ist die Grundvoraussetzung einer guten Adhäsion: Ohne Benetzung keine Adhäsion! Die weitere Aufgabe der Oberflächenbehandlung besteht dann in der Verbesserung der Adhäsion. Diese geht überein mit der Verbesserung der Langzeitbeständigkeit. Hierbei ist es i.d.R. die Aufgabe der Oberflächenbehandlung, die Feuchtigkeitsbeständigkeit der Adhäsion – und damit der gesamten Klebung – zu steigern. Hinzu kommt schließlich die Funktion, die klebgerechten Oberflächen und ihre definierte Qualität reproduzierbar zu gestalten.
Wie vermeidet der Anwender Probleme bei der Oberflächenbehandlung am besten?
Der Anwender muss seine Werkstoffe, deren Oberflächen sowie deren Historie kennen. Basierend darauf hat er die Verfahrensbedingungen der Oberflächenbehandlung gemäß den Fügeteilwerkstoffen, dem Klebstoff, dem aktuellen Zustand der Oberfläche, den zu erwartenden Beanspruchungen im Gebrauch sowie den Richtlinien für Arbeits- und Umweltschutz zu entwickeln, festzulegen und zu dokumentieren. Analog zu diesen Dokumenten wird im Unternehmen die Oberflächenbehandlung möglichst reproduzierbar umgesetzt. Sind die Oberflächen fach- und klebgerecht vorbehandelt, sind Re-Kontaminationen jeglicher Art zu vermeiden. Grundsätzlich gilt für alle Bereiche, in denen im Unternehmen Klebungen hergestellt werden, ein generelles Silikonverbot – bezogen auf flüssig-viskose sowie nicht ausgehärtete Silikone. Typische Quellen für Silikonkontaminationen sind Kosmetika (Hand-/Gesichtscremes, Lippenstifte, Shampoo, Haargel, Conditioner), Latexhandschuhe mit Silikon als Gleitmittel, neue Kleidung (bis nach einigen Wäschen), Textilien, Schmiermittel für Maschinen und Lager (Silikonöl!), Möbel- und Lackpflegemittel, Imprägniermittel, Cockpitspray, Formtrennmittel (Entformmittel), unausgehärtete Silikonklebstoffe, Antischaummittel, Medikamente und Medizinprodukte, Silikonöle/
-sprays etc. In diesem Zusammenhang ist zu beachten, dass Silikone häufig Namen tragen, anhand derer sie nicht direkt als solche zu erkennen sind. Typische Namen solcher Silikonzusätze sind u.a. Dimeticon(e), Cyclometicon(e), Phenyltrimethicone, Amodimethicone.
Über welches Know-how sollten die am Klebprozess Beteiligten hinsichtlich der Oberflächenbehandlung verfügen?
Das notwendige Know-how ist vielschichtig. Der Anwender braucht für den gesamten Klebprozess ein breites Verständnis über die Bedeutung der Adhäsion. Darüber hinaus benötigt er einen Überblick über die Oberflächenbehandlungsverfahren (Bild 2) und ihre grundsätzlichen Wirkungsweisen, ihre jeweiligen Möglichkeiten und Grenzen sowie ihre Anwendbarkeit bzw. Nicht-Anwendbarkeit hinsichtlich der zu verbindenden Fügeteilwerkstoffe.
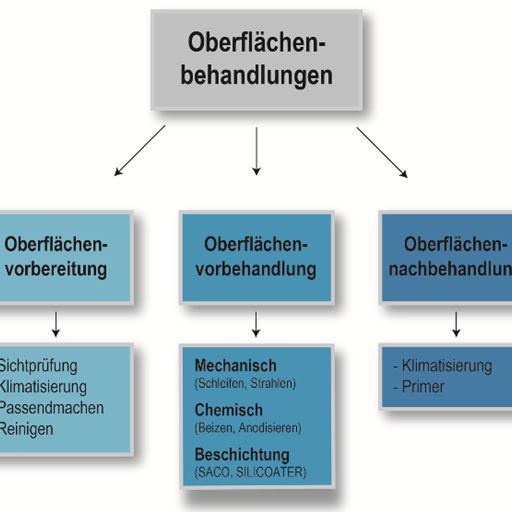
Bild 2: Einteilung der Oberflächenbehandlungen für das Kleben (Bild: Fraunhofer IFAM)

Wer sich darüber klar ist, dass sich Adhäsion im nm-Maßstab (= 0.0000001 mm) ausbildet, wird er die Bedeutung der Oberflächenbehandlung niemals unterschätzen. Professor Dr. Andreas Groß, Fraunhofer IFAM