
Neues Kaltkanal-System (Bild: EMDE MouldTec)
29.11.2019 KKS und LSR sinnvoll kombinieren
Kaltkanal-Systeme (KKS) machen den Einsatz von Liquid Silicone Rubber (LSR) für Bauteile mit dichtender Funktion wirtschaftlicher
Manche Werkstoffe sind einfach teurer als andere, was ihren Markteinsatz einschränkt – insbesondere, da sich Vollkostenrechnungen bei Dichtungen noch nicht wirklich durchgesetzt haben. Schön, wenn eine Verarbeitungstechnik die Kostenschwelle senken kann. Die Kaltkanaltechnik eröffnet diesbezüglich insbesondere bei LSR neue Perspektiven.
Die Baugruppe „Kaltkanal“ ist ein unabdingbarer Bestandteil eines jeden Werkzeuges für die Serienproduktion von Elastomer-Vulkanisaten, wie z.B. EPDM, Fest-Silikon oder Flüssig-Silikon (Liquid Silicone Rubber – LSR). Letzteres Material stellt dabei die höchsten Anforderungen an das Kaltkanal-System (in Bild 1 schematisch in seiner Funktionsweise dargestellt) wie auch an alle anderen peripheren Maschinenteile – wirtschaftlich betrachtet profitiert man jedoch von dieser Technologie. Die Möglichkeiten, LSR, als Dichtelement einzusetzen, sind nahezu unbegrenzt. Seine außerordentlichen Fähigkeiten hinsichtlich der Temperatur-, UV-, Alterungsbeständigkeit und Kälteflexibilität sowie ausgezeichnete elektrische Isoliereigenschaften machen LSR zu einem attraktiven Werkstoff für viele Anwendungen. Aufgrund seines höheren Materialpreises ist der Einsatz von LSR für Dichtelemente derzeit nicht die Regel. Seine hervorragenden Eigenschaften machen diesen Werkstoff aber fast immer zum Problemlöser, was die inzwischen breite Range an kundenspezifischen Dichtelementen und Mehrkomponenten-Bauteilen zeigt (Bild 2).
LSR wirtschaftlicher verarbeiten
Das niedrigviskose und heißvulkanisierende 2K-Silikon wird vom Materiallieferant in Gebindeeinheiten, A und B genannt, gebrauchsfertig zur Verfügung gestellt. Die beiden Komponenten werden mit einer Mehrkomponenten-Misch- und Dosieranlage unter Druck einem Mischblock zugeführt. Das bis dahin getrennt geförderte Material wird hier gemischt. Durch einen Statikmischer im Mischblock wird das additionsvernetzende Materialgemisch unter Druck dem LSR-Zylinder zugeführt. Um eine frühzeitige Vulkanisation im Zylinder zu verhindern, muss ab diesem Moment eine konstante Temperierung erfolgen. Vom Zylinder gelangt das LSR über einen Kaltkanal, der auf ca. 7 °C bis 12 °C gekühlt wird, durch interne Massekanäle bis an die Düsen und dann in das Werkzeug. Kaltkanäle mit Nadelverschlusstechnik ermöglichen eine angusslose Fertigung über direktes Befüllen der Kavität bei nahezu unsichtbarer Ausführung der Anspritzpunkte (Bild 3). Das Werkzeug wird meistens auf 170 °C bis 220 °C beheizt. Durch die hohen Temperaturen vernetzt das LSR in Sekunden und erreicht so Zykluszeiten, die denen des thermoplastischen Spritzgusses vergleichbar sind. Der große Temperaturunterschied vom KKS zu Serienwerkzeug (SWZ) bedingt eine optimale Auslegung der Kühlung innerhalb des KKS bis zur Düsenspitze, um ein Vulkanisieren des Rohmaterials im Bereich der Düse zu verhindern und eine prozesssichere Fertigung mit unvernetztem Rohmaterial zu garantieren. Auf diesen Aspekt ist bei der Auswahl der Technologie zu achten.
Technologievorteile
Aufgrund des hohen Einkaufspreises von LSR wird heute vorzugsweise versucht, mittels Kaltkanaltechnik angussfrei zu fertigen. Das senkt die Materialkosten und erlaubt attraktivere Teilepreise. Ein weiterer Vorteil sind die verringerten Zykluszeiten, da das Entformen eines Angusses entfallen kann. Heute stehen Kaltkanaltechniksysteme mit einfachen Nadelverschlussdüsen – gerne bei Kleinserien oder Prototypen genutzt – bis hin zu High-End-Kaltkanal-Systemen mit elektrisch manipulierten, referenzierbaren Nadelpositionen und speicherbaren Einstellwerten für die Serienfertigung zur Verfügung. Aktuell sind bei EMDE MouldTec KKS mit bis zu 32-facher Auslegung Standard und mit Tandem-Düsentechnik 64 Kavitäten realisierbar.
Fazit
Die Kaltkanaltechnik erlaubt es heute, Bauteile mit Dichtungsfunktion aus LSR wirtschaftlicher als mit anderen Verfahren zu fertigen und eröffnet damit einem Hochleistungswerkstoff neue Potenziale für Dichtungslösungen quer durch alle Branchen.
Fakten für Konstrukteure
• Die Kaltkanaltechnik kann auch bereits für das Prototyping eingesetzt werden
Fakten für Einkäufer
• Die sinnvolle Kombination von Werkstoff und Verarbeitungstechnik führt zu interessanten Einsparungspotenzialen
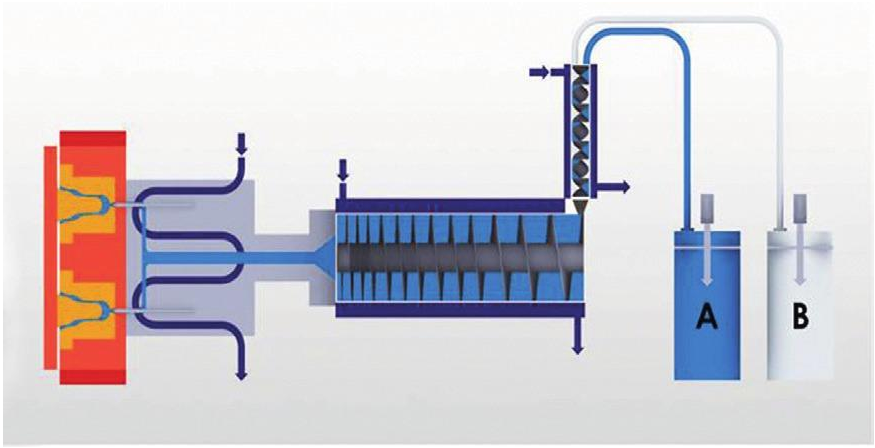
Bild 1: Schematische Darstellung der Kaltkanaltechnik (Bild: EMDE MouldTec)

Bild 2: Beispiele für kundenspezifische Dichtelemente und Mehrkomponenten-Bauteile (Bild: EMDE MouldTec)

Bild 3: Sechsfach-E-Kaltkanal, Auslieferung serienmäßig mit Android- oder IOS-fähiger App für mobile Geräte (Bild: EMDE MouldTec)
Lösungspartner
